
手糊成型:在模具工作麵上塗敷脫模劑、膠衣,將剪裁好的碳纖維預浸布鋪設到模具(jù)工作(zuò)麵上,刷塗或噴塗樹脂體係膠液,達到需(xū)要的(de)厚度後,成(chéng)型(xíng)固化、脫模(mó)。在製備技術高度發達(dá)的今(jīn)天,手糊工(gōng)藝仍以工藝簡便、投資低(dī)廉、適(shì)用麵廣等優勢在石油化(huà)工容器、貯槽、汽車(chē)殼體等許多領域廣泛應用。其缺點是質地疏(shū)鬆、密度低,製(zhì)品強度不高,而且主要依賴於(yú)人工,質量不穩定(dìng),生產效率很低。

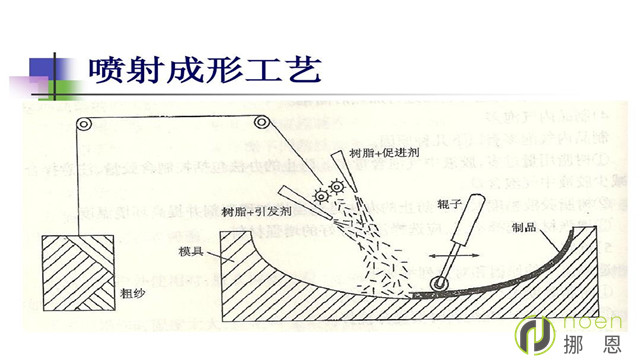
噴射成型:屬於手糊工藝低壓成(chéng)型(xíng)中的一類,使(shǐ)用短切纖維(wéi)和樹脂經過噴槍混合後,壓縮空(kōng)氣噴灑在模具上,達到預定厚度後(hòu),再(zài)手工用橡膠錕按壓,然後固化成型(xíng)。為改進手糊成型而創造的一種半機(jī)械化成(chéng)型工藝,在工作效率方(fāng)麵有一定程度的提高,用(yòng)以製(zhì)造汽車車(chē)身、船身、浴缸、儲(chǔ)罐的過渡(dù)層(céng)。
層壓成型:將逐(zhú)層鋪疊的預浸料放置於上下平板模之間加壓加溫固化,這種工藝可(kě)以直接繼承木膠合板的生產方法和設備(bèi),並根據樹(shù)脂的流變性能,進行(háng)改進與完善。層壓成型工藝主要用來生產各種規格、不同用途的複合材料板材。具有機(jī)械化和自動化程度高、產品質量穩(wěn)定等特點,但是設備一次性投資大。

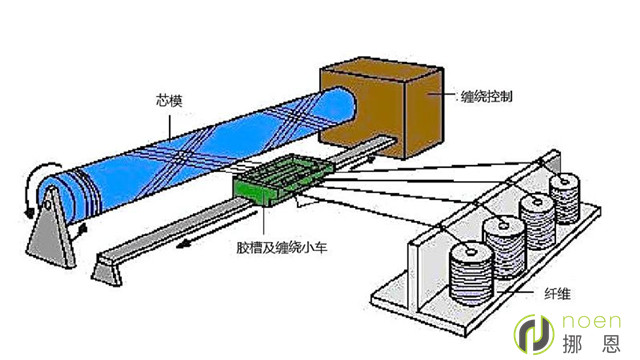
纏繞成型:將經過樹脂膠液浸漬的連(lián)續纖維或布帶按一定規律纏繞(rào)到芯模上,然後固化、脫模成為複合材料(liào)製品的工藝。碳纖維纏繞成型可充分發揮其高比強度、高(gāo)比模量以及低密度的特點,可用於製造圓柱體、球體及某些正(zhèng)曲率回轉體(tǐ)或筒形(xíng)碳纖維製品。
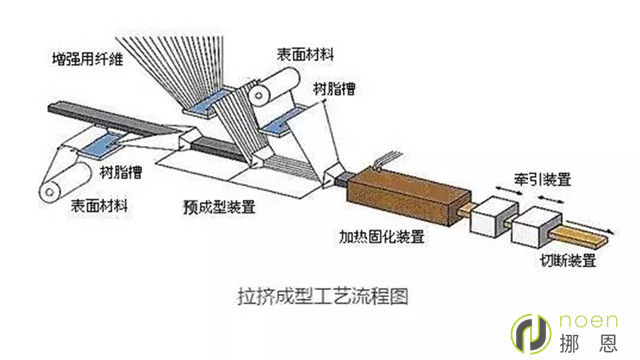
拉擠成型:將浸漬樹脂膠液的連續碳纖維絲束、帶或布等,在牽引力的作用(yòng)下,通過擠壓模具成型、固化,連續不斷地生產(chǎn)長度不限(xiàn)的型材。拉擠成型是複合材料成型工藝中的一種特殊工藝,其優點是生產過程可完全實現(xiàn)自(zì)動化控(kòng)製,生產效率高。
液態成型:將液(yè)態單體合成為高分子聚(jù)合物(wù),再從聚合物固化反應為複合材料的(de)過程(chéng)改為直(zhí)接在模具(jù)中同時(shí)一次完成(chéng),既(jì)減少了工藝過程中的能量消耗,又縮短了模塑(sù)周期(隻需約2分鍾便可完成一件製(zhì)品)。但這種工藝的應用(yòng),必須以精確的管道輸送和計量以及溫度壓力自動控製為基礎,屬於高分(fèn)子(zǐ)材料和近代高新(xīn)科(kē)學技術的交叉範疇,目前的(de)應(yīng)用還(hái)不是很廣。
真空(kōng)熱壓罐:將單層預浸料按預定方向鋪疊成的複合材料坯料放在熱壓罐內,在(zài)一定溫度和壓力下完成固化過程。熱壓罐是(shì)一種能承受和調控一定溫度、壓力範圍(wéi)的專用壓力容器。坯料被鋪放在附有脫模劑的模(mó)具表麵,然後依次用多孔防粘布(膜)、吸膠氈、透氣氈覆蓋,並密(mì)封於真空袋內,再放入熱壓罐中。
加溫(wēn)固化前先將袋抽真空,除去空(kōng)氣和(hé)揮發物(wù),然後按不(bú)同樹脂的固化製度升溫、加壓、固化。固化製(zhì)度的製定與執行是保證熱壓(yā)罐成型製件質量的關鍵。該種(zhǒng)成型工藝適(shì)用於製造(zào)飛機艙門、整流罩、機載雷(léi)達(dá)罩,支架(jià)、機翼、尾翼等產品。

在真空環境下(xià)樹脂浸潤碳纖,製品中產生的氣(qì)泡極少,製品的強度(dù)更高、質量更輕,產品質量比(bǐ)較穩(wěn)定,而且降低了樹脂的損耗,僅用一麵模具就可以得(dé)到兩麵光滑平整的製品,能較好地控(kòng)製產品厚(hòu)度。一般應用(yòng)於船(chuán)艇工業中的方向舵、雷(léi)達屏蔽罩,風電能源中的葉片、機艙罩,汽車工業中的(de)各類(lèi)車頂、擋風板、車廂等。
高溫模(mó)壓:將碳纖維預(yù)浸料置於上下模之間,合模將模具置於液壓成型台上(shàng),經過一定時間的高溫高壓使樹脂固化後,取下(xià)碳(tàn)纖維製品。這種成型技術具有高效(xiào)、製件質(zhì)量好、尺寸精度高、受環境影響小等優點,適用於批量化、強度高的複合材料製件的成型。
模壓(yā)工藝在歐美雖然已經有相當長的應用曆史,但是在國內依(yī)然是應用性很強的一種碳纖維(wéi)成(chéng)型工藝,在工業的承力結構件製造方麵有不可取代的(de)地位,由於樹脂含量可控,纖維浸潤性好,成品碳(tàn)纖維含量較高,因此強度表現優異,製件(jiàn)尺寸精度高,較短的成型(xíng)周期,良好的生產環境,能滿足年產量5-8萬件的規模性生產。
高鐵某車(chē)型應用的一款碳纖維結構件量產,采用預埋加模(mó)壓的工藝,成型後(hòu)不僅解決了(le)金屬(shǔ)與碳纖維連接(jiē)難的問題,而且(qiě)確保了製件的機械強度,據高鐵製造商方麵(miàn)反饋,這種質輕、強度大、耐老化、使用壽命長的碳纖維結構件不僅達到了他們的預期(qī)效果,而且他們從應用(yòng)結果推斷(duàn),使用模壓成型工藝的碳纖維(wéi)還可以適用於更多的(de)產品(pǐn),例如高鐵車(chē)輛內(nèi)部的裝飾件、扶手、車身附件等。
3iTech感應加熱(rè):一(yī)種將感應器集成在模具中的新型感應加熱工藝(yì),可以在20℃-400℃的溫度(dù)下加工碳(tàn)纖維,通過熱傳導利用集成在模具內(nèi)部的(de)感應器來加熱模具(jù)表麵。這是由新興企(qǐ)業RocTool公司在Cage係統上推出(chū)的補充技術,采用電磁感應可以迅速加熱模具,並能很好地控製局部溫(wēn)度。其優勢是顯著(zhe)減(jiǎn)少了周期時間和部件成本。但是目前該種技(jì)術尚(shàng)不適合大型部件,而且相關的產量必須足夠大。
隨著(zhe)碳(tàn)纖維複合材料應(yīng)用的深入和(hé)發展,碳纖維複(fù)合材料的成型方式(shì)也在不斷地以新(xīn)的形式出現,但是碳纖維複合材料的諸種成型工藝並非按照(zhào)更新(xīn)淘汰的方式存在的,在實際(jì)應用中,往往是多種工藝並存,實現不同條件、不同情況下的良好效(xiào)應。(www.91碳纖(xiān)維軍工、工(gōng)業部件官網:www.noen-cf.com)(www.91預浸帶(dài)官網:www.noen-cfrtp.com)




 微信谘詢
微信谘詢